Купить станок для строительных блоков. Станки для производства шлакоблоков и керамзитобетонных блоков.
Шлакоблоки настолько просты в изготовлении и практичны, что идеально подходят для частного застройщика. По цене они вполне доступны широкому кругу потребителей, а купив небольшой станок для производства шлакоблоков, выйдет легко штамповать штучный стройматериал и самому. По окончании строительства от полезной машинки избавляться необязательно – можно перевести домашние работы на более широкую ногу и стать хозяином небольшого, но прибыльного бизнеса.
Описание технологии
Самостоятельно сделать шлакоблоки действительно легко и выгодно, если есть источник недорогого сырья (именно заполнителя). Но кроме вибрационного станка потребуется еще и бетономешалка, которую для сокращения расходов можно арендовать за небольшую сумму или приобрести машину б/у. Без нее начинать изготовление строительных блоков нежелательно – жесткую сыпучую смесь идеально перемешать до однородного состояния вручную невозможно.
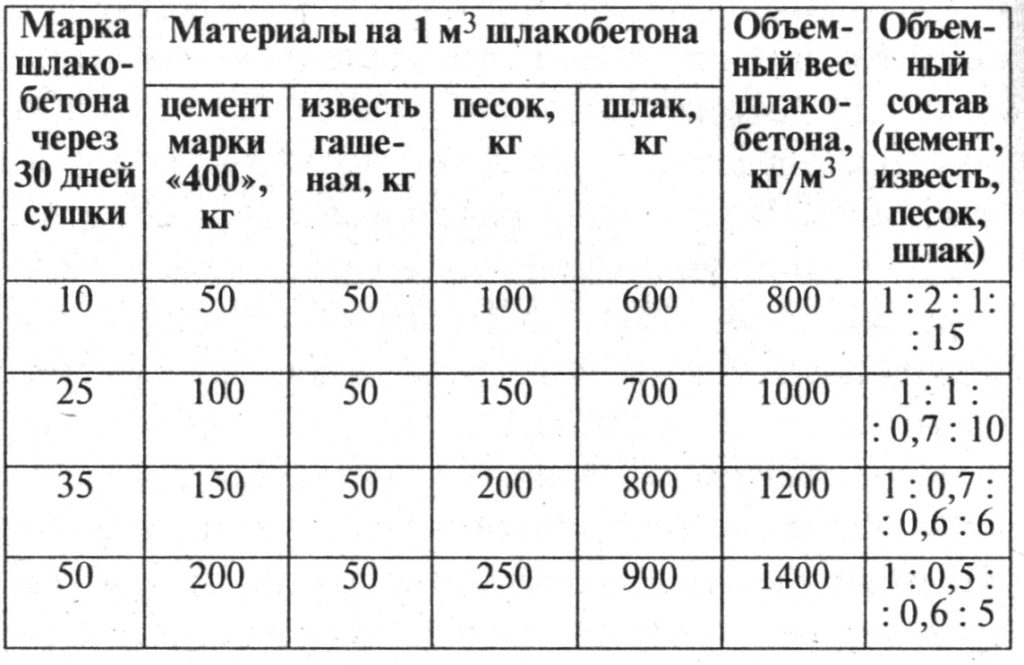
| Варианты раствора (частей) | Порядок работ |
| Цемент ПЦ М400 – 1 Песок – 3 Серый шлак – 5 (для М300 расход увеличить на 10 %) | Подготовленный жесткий раствор загрузить в предварительно смазанные формы и включить вибрационный механизм станка на 5-10 секунд, чтобы смесь просела. Закрыть заполненную матрицу крышкой и снова включить вибропресс, обеспечивая нажим на пуансон, пока он не упрется в ограничитель. Выключить вибрацию и оценить уплотнение смеси. Если необходимо, повторить виброобработку. Извлечь форму. Спресованную заготовку выложить на поддон для просушки. В помещении, где дозревают блоки, должно быть тепло (от +20°С) и влажно. Для ускорения твердения можно отправить изделия в пропарочную камеру или использовать любой доступный способ ТВО. Если в раствор не вводились ускорители твердения, в нормальных условиях шлакоблок набирает достаточную прочность через 1,5-4 суток, нормативную – через 28. |
| Цемент – 1 Серый шлак – 9 |
|
| Цемент – 1 Отсев – 4 Наполнитель – 4 |
|
| Цемент – 1 Песок – 1,7 Щебень – 1,7 |
|
| Цемент – 1 Песок – 2,2 Отсев – 1,7 |
|
| Цемент – 1 Песок – 2,4 |
|
| Воды во всех случаях берут 0,5 % от объема цемента. При необходимости вносятся пластифицирующие добавки. | |
Для изготовления кубометра жесткого раствора потребуется от 500 до 900 кг цемента. В качестве заполнителя может выступать не только доменный шлак (хотя он предпочтительнее), но и керамзит, отсев щебня, зола, кирпичный бой, опилки. Технология производства и состав шлакоблоков практически не будут отличаться, на каком бы станке вы ни работали. Пропорции изменяют, «подгоняя» их под имеющееся сырье.

Обзор вибростанков
1. Ручные.
Самый простенький ручной станок МЗ10, рассчитанный всего на 1 изделие, сам немного превосходит его по габаритам. Но за час на нем можно изготовить до 25 единиц шлакоблока размером 600х240х350 мм. Мощность двигателя – 170-200 Вт, машинка работает от сети. Ручной вибропресс весит всего 20 кг, его удобно будет установить на верстаке в гараже или просто на столе.
- Цена нового станка в стандартной комплектации 8000 руб.
- Универсальная машина с матрицами для 3 разновидностей изделий – 9800 руб.
- Б/у-вариант – по договоренности.
На «Мечту застройщика» МЗ10 очень похож станок Кавказ, но он рассчитан на блоки размером поменьше – всего 320х160х188 мм. Весит вибропресс 14 кг и оборудован мотором на 150 Вт. Стоимость его минимальна – 5500 руб.
Несложные вибромеханизмы для строительных блоков некоторые умельцы собирают своими руками. Но простейшие станки для ручного изготовления материалов из-за низкой производительности – скорее, занятие для души. Обеспечить себя кладочным материалом с их помощью можно только в небольших объемах.

2. Полумеханизированные станки.
Такие вибропрессы несколько облегчают производство на дому, но требуют достаточно свободного места. Дело в том, что полумеханизированный пресс просто снимает матрицу с готового шлакоблока при помощи рычажного механизма, и тот остается лежать на полу. А агрегат чуть смещается вперед, оставляя за собой ровные ряды заготовок.
КШМ-Икс расположен на довольно крупной передвижной раме, но форму обслуживает только одну. В час КШМ выпускает 20-30 единиц пустотного шлакоблока, потребляя всего 200 Вт от бытовой сети. Вес агрегата относительно небольшой (36-38 кг), но и он не ощущается, так как рама оборудована двумя колесами. Цена КШМ – 13000-14800 рублей.

Марс практически ничем от этой модели не отличается, кроме того, что его матрицы устанавливаются сразу попарно. В результате производительность станка вырастает вдвое. Цена КШМ-Марс колеблется в пределах 16-19,5 тысяч. Модифицированная модель с механическим прижимом Марс-М выйдет чуть дороже – около 25 тысяч.

3. Вибростанки увеличенной мощности.
Ручные агрегаты, сходные по принципу работы с полумеханизированными, отличаются большей производительностью и мощным электроприводом. Также в их конструкции присутствует подвижный пуансон (та же прижимная крышка), который уже не приходится удерживать руками. В эту группу входит станок для шлакоблоков Команч-34 и его улучшенная копия – Дракон с промышленным вибратором и усиленными элементами рамы.
Весит Дракон немало – 220 кг, поэтому станина оборудована колесами сразу в четырех точках. Естественно, что перемещать такую машину своими руками лучше по ровному полу где-нибудь в ангаре. За один цикл станок производит 4 блока (не менее 100 шт/ч) или 8 полублоков, работает от сети 380 В. Стоимость Дракона без доставки составляет 60 тысяч. Команч чуть попроще и весит меньше, поэтому обойдется в 40-47 тысяч.

Приятное дополнение – наличие амортизаторов и собственного усилия аппарата, оказываемого на прижимной пуансон. Для оператора машины это означает уменьшение трудозатрат и вредного воздействия вибраций. Для продукции – хорошее уплотнение смеси в матрице и высокое качество шлакоблока на выходе.
Купить станок для изготовления шлакоблока полумеханизированной конструкции можно не только для получения стеновых элементов. Меняя формы, на нем легко наладить производство тротуарной плитки, облицовочного композита и даже бордюров. Время приготовления блоков будет зависеть от характеристик прижимной части. Для обычного пресса типа КШМ рабочий цикл составляет от минуты до полутора. Мощные усиленные агрегаты справляются в 2-3 раза быстрее.
4. Автоматизированные.
Это стационарные станки, позволяющие изготавливать шлакоблоки своими руками без лишних усилий. Вот краткое техническое описание одного из таких чудо-агрегатов QT40-3A стоимостью 400 тыс. рублей:
- Количество устанавливаемых матриц – от 3 до 7.
- Производительность в час – от 360 до 840 единиц шлакоблока.
- Период виброуплотнения – 25 секунд.
- Мощность двигателя – 5,2 кВт.
- Вес укомплектованного оборудования – 800 кг.
Жесткий раствор засыпается в бункер и уже из него подается через дозатор в форму-матрицу, значительно ускоряя и упрощая процесс производства. Управление агрегатом осуществляется через рычажный пульт, все операции станок выполняет в полуавтоматическом режиме. Схожие характеристики у более дешевого аппарата СУ-25 за 330 тысяч и с производительностью 150-400 блоков в час.
Применение вибропрессов, самостоятельно изготавливающих строительные блоки, предпочтительнее, если на выходе требуется получить продукцию высокого качества и со стабильными характеристиками. Поскольку прижим создает одинаковое усилие на каждом цикле, а количество поступающего раствора строго дозируется, ошибка оператора не станет причиной ухудшения свойств блоков.
Для обслуживания стационарных станков требуется 2-3 человека. Готовые блоки в процессе производства нужно будет постоянно выкатывать из-под пресса и отправлять на ТВО и просушку. А оператор в это время должен продолжать управлять операциями следующего цикла изготовления.
Мы будем рады, если материалы в этой статье помогут вам самим сделать такое устройство.
Станок и шлакоблоки
Более прозрачной будет цена самого продукта, получаемого при помощи такого станка, так как расценки на цемент относительно фиксированы, и вы сможете заранее рассчитать его необходимое количество и сложить стоимость. А теперь перейдём к делу и займёмся техническими работами.
Делаем станок
- Прежде всего, следует отметить, что по ГОСТ 86 от 08.10.2001 и Постановлению Правительства Российской Федерации от 13.08.97 № 1013 сертификат на изготовление своими руками (в домашних условиях) блоков из бетона с различными наполнителями не требуется. Также он не нужен на создание и употребление виброформовочного оборудования для его производства.

- Поддон матрицы;
- Заготовка поддона;
- Заготовка поддона;
- Заготовка поддона;
- Обрамление матрицы снизу уголком 25×25 мм;
- Обрамление матрицы снизу уголком 25×25 мм;
- Планка для фиксации пустотников;
- Пустотник;
- Заглушка пустотника сверху;
- Заглушка пустотника снизу.

- Выше вы видите чертежи и фотографии, как самому сделать станок для изготовления шлакоблоков, но мы всё-таки дадим некоторые пояснения. Двигатель следует крепить на корпусе, где за счёт дисбаланса грузов происходит вибрация поддона. Цилиндры для изготовления блоков должны иметь конусность не менее 2-3 мм, чтобы форма снималась без каких-либо проблем.
- Для того чтобы сделать станок для изготовления шлакоблока, нам понадобится листовое железо, толщиной 2,5 мм. Первым делом нужно раскроить лист болгаркой так, как это показано на чертеже в пункте 1, то есть, в местах сгибов при помощи диска толщиной 2 мм сделать надрезы, тогда при сгибании не будет трещин и сам перегиб будет чётким.
- После этого вам ещё раз нужно проверить все углы, чтобы точность булла вплоть до миллиметра и после сгибания сразу не наваривать шов, а только прихватить точками, чтобы было ясно, в каком геометрическом состоянии находится конструкция. Если всё в порядке, то тогда заварите швы намертво, по всей длине. Теперь нужно для амортизатора по низу матрицы наварить уголок, а также наварить поддон под раствор.
- После этого установка для изготовления шлакоблоков, а точнее её матрица, обваривается снизу и сверху, и одновременно навариваются уголки для фиксации вибратора. Для станка, который рассчитан на одну форму подойдёт любой асинхронный двигатель от 120 Вт. Но удобнее использовать трёхфазный двигатель на 180 Вт, подключив его по схеме запитки от одной фазы, чему ниже будет дано пояснение.
Совет. Для изготовления пустотников вам пригодится любая металлическая труба.
Но при этом её конец обязательно нужно заузить на 2-3 мм или даже немного больше, чтобы она приобрела форму конуса.
Для этого нагрейте её электрической или газовой сваркой и оттяните молотком.
Подключение двигателя
Схема 1 подключения трёхфазного двигателя через одну фазу (3 провода): а) — с пусковым сопротивлением; б) и в) — с рабочей ёмкостью
- При подключении трёхфазного двигателя через однофазную сеть он способен развить не более 50%-70% от своей номинальной мощности, которая указана на его щитке, но если добавить конденсатор, можно добиться поднятия мощности от 70% до 85% (иногда даже больше). Преимуществом трёхфазного двигателя можно назвать отсутствие специального пускового устройства, которое отключает пусковую обмотку однофазного двигателя после его разгона.
Схема 2 подключения трёхфазного двигателя через одну фазу (6 проводов): а) — с пусковым сопротивлением; б) и в) — с рабочей ёмкостью
- Если для установки для изготовления шлакоблоков используется трёхфазный двигатель с номинальной мощностью 220 В, то вам подойдёт первая схема подключения, но на схеме 2 показано подключение к одной фазе двигателя с шестью выводными концами, то есть, 127/220 В или 220/380 В.
- В тех случаях, когда напряжение в сети равно второму числу, то есть, UC=220 В при номинале 127/220 В или UC=380 В при номинале 220/380 В, тогда применяется схема 1а и 1б. Но если напряжение сети совпадает с первым числом номинала, тогда используется схема 1в.
- Средняя ёмкость Ср(мкФ) для любой схемы имеет определённое значение исходя из напряжения однофазной сети Uc и номинального тока Iф в фазе трехфазного двигателя: Ср=kIф/Uc где k – это коэффициент, зависящий от схемы включения. При частоте 50 Гц (принято на территории СНГ) для схем 1б и 2б можно принять k=2800, а для схемы 1в — k=4800; для схемы по рис. 2в — k=1600.
- Конденсаторное напряжение Uk будет зависеть от схемы подключения и сетевого напряжения. Для схем 1б и 1в его можно принять примерно равным напряжению сети, а для схемы 2б — Uk=1,15Uc; для схемы 2в — Uk=2Uc.
Совет. Не следует забывать о том, что конденсаторы долгое время сохраняют напряжение и при прикосновении могут поразить человека электрическим током.
Поэтому, при проведении каких-либо работ по техобслуживанию их нужно разрядить при помощи короткого замыкания.
Также такие элементы должны быть закрыты кожухом и надёжно зафиксированы.
Установка для пеноблоков

- В отличие от вышеописанного устройства, установка по изготовлению пеноблоков не может быть изготовлена так просто, потому, что там необходим пеногенератор и пенобетоносмеситель . Сначала в этом смесителе в течение 2-3 минут перемешивают цемент с песком до получения однородной массы и только после этого добавляют пену из пеногенератора и опять же смешивают до однородной массы. Полученную смесь разливают по формам при вращающихся лопатках. (см. также статью )
- Время застывания продукта – 24 часа, то есть, одни сутки при температуре от 15⁰C. Узнать сколько стоит станок для изготовления пеноблоков можно в любом интернет-магазине, а потом сравнить цены с ближайшей точкой продажи строительного оборудования или электротоваров. Скорее всего, что последний вариант окажется дороже.
Изготовление шлакоблоков

- Для изготовления шлакоблоков вам понадобится угольный шлак, крупный песок (по возможности – керамзитовый), гравий с фракцией от 2 до 15 мм, цемент марки М 500 вода. Всё это вам нужно будет смешать в какой-либо ёмкости в соотношении 7/2/2/1,5/1,5-3 единицы.
Совет. Чтобы определить правильное количество воды в растворе (это зависит от влажности составляющих наполнителей) перемешанный раствор нужно сжать в кулаке.
Если при этом он будет слипаться, как снежок, а при падении на землю – рассыпаться, значит, пропорции соблюдены верно.

- Засыпаете полную форму раствора и включаете вибратор, чтобы смесь утрамбовалась, а потом добавляете ещё. Так делаете несколько раз, до тех пор, пока прижим не дойдёт до ограничителей. После этого включаете вибратор ещё примерно на 10 секунд и снимаете форму (форму нужно снимать при работающем вибраторе).

- Транспортировочная просушка блоков (состояние, при котором их можно аккуратно перевезти или перенести) длится от пяти до семи дней. Окончательное высыхание, когда блок пригоден для монтажа, происходит через месяц, при температуре не менее 20⁰C.
Совет. Для того чтобы избежать появления трещин и тем самым увеличить морозостойкость и водонепроницаемость – добавьте в каждый блок по 5 г пластификатора.
Заключение

Для изготовления качественных шлакоблоков должна неукоснительно соблюдаться инструкция, приведенная выше. (см. также статью ) При этом шлак по возможности лучше использовать доменный, а песок наиболее крупный. Цемент также можно использовать марки М 400, но в таком случае, его количество нужно увеличить в пропорции на 1 единицу. Успешного изготовления!
То, что шлакоблок своими руками довольно-таки рентабелен – несомненно. Но как быть уверенными в надежности способов обеспечения высочайшего качества, производя огромные количества материала? Давайте попробуем в этом разобраться!
Способ производства
На самом деле существует гораздо больше всяких приспособлений, при помощи которых производят шлакоблок, нежели существует разновидностей вариаций его изготовления. В любом случае, шлакобетон замешивается исключительно при помощи бетономешалки, но не вручную. Здесь важно все, от количества добавляемых компонентов и последовательности их добавления, до множества иных моментов.

А для того, чтобы формировать шлакоблоки, как и газосиликатные блоки http://stroitelnymir.ru/productionwall-materialsblocks.html , существует множество станков и прессов, различных матриц. Способы делятся на:
- Ручные, формирующие массу тромбований в одиночной форме.
- Механизированные частичным способом, при которых используют ручные прессы с рычагами.
- Автоматизированные, в которых происходит вибрационная усадка, или же прессование гидравликой.


Конечно, из этого понятно, что самый верный способ для производства больших партий шлакоблока – автоматизированный. Можно также использовать и ручной станок, но при помощи него можно будет сделать буквально сотню-две блоков.
После того, как шлакоблок сформировался и схватился, его вынимают из форм. На данном этапе бывает очень много брака, поэтому не мешало бы это действие также сделать механизированным. Для этого проще и надежней всего будет использование подъемного блока форм и заслонок.

Чтобы сушить и складировать изделия, также можно применять механические приспособления.
Покупать оборудование или делать станок для шлакоблоков своими руками?
Вполне нормально и естественно, когда мы желаем сэкономить. Но бывает такое оборудование, которое самостоятельно сделать невозможно, или же наоборот.


Например, хороший аппарат для замешивания бетона стоит очень недешево. Оно должно быть надежным, мощным. Покупая такое оборудование, нужно обратить внимание на механизм редуктора, а также насколько надежна электрическая коммутация. Кроме того, много зависит и от вместительности бункера, чем он больше, тем проще соблюсти верную пропорцию.

Что касается пресса для трамбовки ручным способом, то его стоит сделать самостоятельно. Форма сбивается из обычных досок, которые соединяют симметричными пазами. Чтобы тиснить пустоты, необходимо набить на крышку брусья и колодки. Форма должна быть по высоте больше, чем сам шлакоблок. К тому же, такие формочки можно производить в очень больших количествах, ведь они прекрасно подходят для первичной сушки. Но нельзя долго использовать такие пресса.

Ручной рычажной пресс стоит заказать в магазине, поскольку таких оборудований очень большое разнообразие.
Если Вы все же будете делать пресс собственноручно, стоит уделять внимание сдвоенной несушке. А если у Вас имеются слесарные или сварочные работы, такой станок изготовить своими руками – не составит особого труда. Важно при этом обеспечивать трубам конусную форму, которая формирует пустоты, а также вертикальные ходы блочных форм. К тому же, при помощи такого станка прессование можно заменить при помощи вибродвигателя, который жестко крепят к форме.


Чтобы производить виброусадку, необходимо сделать стол своими руками. Главное, что для этого нужно – это труба толщиной 10-12 см, 4 пружинки стоек колес, в три-четыре мм листовая сталь и совсем немножко угловой.

Производство и кладка шлакоблока своими руками
В первую очередь смешивайте сыпучие средства, потом понемногу подливайте воду и вымешивайте, чтобы смесь стала пластичной консистенции, а если ее сдавить, чтобы не рассыпалась. Воду, конечно же, лучше всего добавлять при помощи распылителя, поддерживая смесь в полусухом состоянии.

Когда смесь готова, можете ее высыпать на пол из цемента, или подложку из металла. Главное, чтобы рядом был станок. Набирайте при помощи лопаты смесь и заполняйте формы, но главное, очень тщательным образом. Время от времени при помощи виброусадок следует бетон уплотнять, а крупные воздушные пузыри выдавливать. После того, как форму заполнили до краев, утрамбуйте ее тщательным образом.
Когда формовка завершена, подождите секунд десять и снимите форму, оставляя ее на форму, чтобы она дополнительно просохла. Если в формах имеются заслонки, блоки лучше приподнять заранее, а изделия установить сразу на поддоны.

Полная сушка шлакоблока может быть до нескольких суток, а может и несколько часов. Это зависит от того, какой состав Вы выбрали, и насколько оснащена техническая площадка. Когда материал готов, его необходимо переместить на место для хранения (складирования).
Видео
В общем понятии ревизионный люк означает разновидность люков, призванную скрывать инженерные коммуникации, такие как сантехнические или электрические...
Шлакоблок изготавливают из раствора цемента и наполнителя с помощью прессования, вибропрессования, формовки или естественной усадки. В большинстве случаев эти методы комбинируются.
В качестве наполнителя, для изготовления шлакоблока, используются различные материалы, такие как шлак, гранотсев, щебень, песок, керамзит, различные виды боя из стекла бетона и кирпича.
Изготавливается этот строительный материал в виде параллелепипеда с полостями или без полостей в середине. Существует несколько разновидностей шлакоблоков, среди которых можно выделить:
- по наполнению — полнотелые или с полостями;
- по внешнему виду — блоки и полублоки;
- по месту использования — лицевые или обычные;
- по виду поверхности – шлифованные, рифленые, рваные, колотые, гладкие;
- по нагрузке – межкомнатные или несущие;
- по использованию – декоративные и обычные;
- по цвету – цветные и серые (обычные);
- с пазами для монтажа или без них.
В зависимости от вида изделия, отличаются стандарты на изготовления шлакоблоков, среди которых выделяются такие основные:
- Цельные стеновые (несущие) блоки имеют такие размеры: ширина — 18 см, высота — 18,8 см и длина 39 см.
- Стеновые полублоки имеют такие размеры: ширина — 12 см, высота — 18,8 см и длина 39 см, так же могут быть шириной- 9 см, высотой — 18,8 см и длиной 39 см.
- Перегородочные (межкомнатные) блоки имеют такие размеры: ширина — 12 см, высота — 18,8 см и длина 39 см.
Шлакоблок изготавливают как в промышленных, так и в домашних условиях. При этом благодаря специально используемой технологии насыщения изделия влагой, промышленный шлакоблок почти в два раза качественнее и прочнее изготовленных в домашних условиях.
Согласно проведенному анализу даже произведенный в домашних условиях, этот строительный материал может прослужить до тридцати лет.
В зависимости от способа изготовления и материалов, которые используются в качестве наполнителя, можно выделить такие характеристики этого строительного материала:
- вес одного полнотелого блока составляет от 25 до 28 кг, пустотелого от 18 до 23 кг и полублока от 10 до 13 кг;
- коэффициент пустотелости не должен превышать 0,3;
- коэффициент теплопроводности шлакоблока один из самых низких среди строительных материалов, при этом он зависит от вида наполнителя и лежит в диапазоне от 0,27 до 0,65 Вт на метр квадратный;
- плотность в зависимости от вида наполнителя составляет от 750 до 1455 кг на метр кубический;
- маркировка по ударопрочности составляет от М-35 до М-150;
- срок эксплуатации в зависимости от климата и способа изготовления варьируется от 30 до 100 лет.
Процесс изготовления шлакоблоков
В целом процесс изготовления шлакоблока состоит из таких технологических действий:
- Подготовка раствора, путем перемешивания цемента, наполнителя и воды, согласно заданной рецептуры.
- Заполнение матрицы изделия, при этом выполняется усадка материала с помощью вибрации или набивки формы.
- Извлечение полуфабриката из матрицы.
- Дополнительная обработка, полуфабриката для насыщения влагой.
- Затвердивание полуфабриката.
Изготовление станка по производству шлакоблоков
Нужен станок для изготовления шлакоблока? Изготовьте его сами. Эта статья поможет вам в изготовлении станка с матрицей на 2 шлакоблока с размерами 390x190x190 каждый.
Для начала рассмотрим принцип работы предлагаемого станка. Станок необходимо установить на ровную, горизонтальную поверхность. Затем, каркас с пустотообразователями опустить на пол при помощи рычага.
Поднимется прижим и засыпается смесь. После заполнения матрицы смесью, прижим опускается. Высота будущих шлакоблоков регулируется прижимом. Затем прижатия смеси ее необходимо утрамбовать. Для этого можно использовать виброэлектродвигатель или же утрамбовывать вручную. По завершению утрамбовки, матрица поднимается и станок откатывается. Для этого станок имеет колеса. И так далее для производства каждой пары шлакоблоков.
После рассмотрения принципа работы следует разобраться с устройством этого самодельного станка. Для каждой детали будет представлен чертеж.
- Начнем с рассмотрения матрицы. Как уже говорилось, матрица на два блока.
- Состоит она из фартука, короба, пустотообразователей и направляющих с левой и правой стороны.
- Пустотообразователи изготовлены из труб. В каждой из них прорезан паз, через который проходит соединяющая металлическая пластина. Для более подробного рассмотрения ниже представлен чертеж этой детали.
- Следующей деталью, которую мы рассмотрим, будет фартук. Фартук станка состоит из 4-х элементов.
- Это верхние края нашей матрицы. Они изготовлены из листа металла толщиной 3 мм. Чертеж так же прилагается.
- На чертеже 3 элемента, но верхний при изготовлении дублируется. Так как устанавливается с двух противоположных сторон.
- Короб матрицы изготовлен из двух парных деталей, которые образуют стенки. Элементы короба представляют собой обычные куски листового металла. Чертеж представлен ниже.
- И последними элементами матрицы являются направляющие. Они изготовлены из профильных труб и обычных труб диаметром 60 мм.
- К направляющей из профильной трубы приваривается небольшое ушко. Оно является соединительной частью между рычагом и матрицей.
- Для лучшего понимания куда и что крепится, ниже можно посмотреть чертеж матрицы.
- Рассмотрение матрицы на этом заканчивается и теперь стоит немного рассказать об устройстве еще одного элемента станка, который отвечает за формирование шлакоблоков — пресс.
- Пресс состоит из нескольких частей. Он имеет две ручки, каждая изготовлена из профильной трубы. Две стенки с пазами из листа металла толщиной 3 мм. И четыре прижимные плоскости. Детально эти элементы можно рассмотреть на соответствующем чертеже.
- Переходим к следующему основному элементу конструкции – раме. Внешне рама выглядит следующим образом.
Состоит она из двух нижних оснований, двух направляющих, перекладин усиливающих прочность конструкции и колесной базы. Конструкция предполагает наличие трубы, относительно которой будет вращаться рычаг.
У данной модели имеется 4 колеса без тормозящего приспособления. Для практичности можно снять 2 колеса или установить тормоз, при этом станок будет более устойчив к случайным движениям. Ниже приведен чертеж рамы.
Последний элемент, который осталось рассмотреть – это рычаг. Он поднимает матрицу относительно земли. Состоит следующих элементов:
- Обычная труба диаметром 21 мм.
- Две квадратных трубы с отверстиями.
- Ушки.
- Две тяги.
Отдельно стоит рассмотреть тяги.
Эти элементы скрепляют рычаг и матрицу. Изготавливается он из небольшой четырехугольной трубы, на концах которой привариваются круглые плашки. Плашки с отверстием 10 мм можно сделать из гайки, предварительно сточив резьбу. Чертеж рычага прилагается.
Видео: вибростанок на два шлакоблока — часть 1.
Видео: вторая часть.
Шлакоблок – один из самых затребованных материалов для возведения стен одноэтажных построек. Он отличается своей дешевизной и возможностью самостоятельного его производства в домашних условиях.
Шлакоблок — стеновой камень
Этот строительный материал предназначен для малоэтажного строительства. Бытует мнение, что если в состав замеса включить цемент «высокой» марки, то из самодельных блоков можно сделать прочное основание под баню или дом. Однако фундаментные блоки должны выдерживать огромные нагрузки, поэтому блоки стоит приобретать на заводе, а не изготавливать самостоятельно.
Шлакоблоки бывают:
- пустотелыми;
- полнотелыми.
Благодаря достаточным прочностным характеристикам, полнотелые шлакоблоки используют для облицовки и возведения несущих стен, а также перегородок. Вместе с тем, пустотелые изделия обладают хорошей тепло- и звукоизоляцией. За счёт пустот существенно экономится сырьё, а значит, себестоимость продукции гораздо ниже.
Также шлакоблоки используют как дополнительный утеплитель при возведении каркасов.
Как осуществить замес раствора для создания шлакоблока?
Название стройматериала «шлакоблок» говорит само за себя. Это означает, что основной составляющей раствора будет шлак, полученный в доменной печи, который следует просеять через специальный просеиватель (сито).
Нам понадобится:
- 7 частей основного наполнителя (им послужит шлак);
- 2 доли гравия, имеющего фракции 5-15 мм;
- полторы части цемента (лучше всего брать марку М 400, 500);
- примерно 3 части воды.
Кроме шлака, в качестве основного элемента могут выступать и другие составляющие: глина, керамзит, песок, гравий, щебень, гипс и многие другие. Следует заметить, если в роли наполнителя вами выбран доменный шлак, то другие добавки запрещается использовать. Если вы хотите получить цветной шлакоблок, то в раствор можно ввести мел или доведённые до мелкой крошки красные кирпичи (их следует истолочь).
Кроме того, в процессе производства шлакоблоков следите за тем, чтобы раствор не растекался.
| Название компонентов | Кол-во компонентов | Плотность, кг/м3 | Водопоглощение, % | Мрз, циклов не менее | Предел прочности при сжатии, кг/см2 |
|---|---|---|---|---|---|
| Цемент, кг Песок, кг (м3) Щебень, кг (м3) Вода, л (в зависимости от влажности компонентов) | 500 900 (0,52) 900 (0,52) 100...200 | 2350 | 4 | 200 | 410 |
| Цемент, кг Отсев, кг (м3) Песок, кг (м3) Вода, л | 500 920 (0,54) 1150 (0,7) 100...200 | 2160 | 4,5 | 200 | 400 |
| Цемент, кг Песок, кг (м3) Вода, л | 600 1550 (0,9) 100...190 | 2200 | 5,3 | 200 | 436 |
Совет для получения прочных блоков: в раствор необходимо добавить пластификатор (купить его можно в любом строительном магазине). Тогда вы получите не только прочные, но и морозостойкие и водонепроницаемые блоки.
Поскольку достать готовое изделие из формы будет сложно, конструкция ёмкости должна быть разборной. Для эффективности производства делайте опалубку, рассчитанную на получение 4-6 шлакоблоков.
Для изготовления формы в целях создания шлакоблоков вам понадобится:
- листы железа толщиной 3 мм;
- железные планки в 5 мм (несколько штук);
- цилиндры, диаметром 4 см;
- сварочный аппарат;
- болгарка;
- мелок для разметки.
Этапы изготовления одинарной разъёмной металлической формы
Шаг 1. Проводим разметку листа согласно размерам блоков: нам понадобится две продольные стороны и две поперечные. Вырезаем болгаркой наши пластины.
Ширина продольной пластины – 210 мм, длина 450 мм, поперечной – 210 на 220 мм.
Шаг 2. Ко дну формы для шлакоблока должны привариваться крылышки, высотой 3,5 см, чтобы форма не ездила, и ручка – для быстрого освобождения залитого раствора от формы.
Шаг 3. По контуру поперечных и продольных стенок производят насечки, с целью зацепить форму за продольно установленные стенки.
Шаг 4 . Собираем нашу форму.
Шаг 5 . Для создания пустот в шлакоблоке изготавливаем навесные цилиндры. Их необходимо приварить к пластине толщиной 3-4 мм, которая должна как будто пронизывать цилиндры ближе к верху. На торцевых стенках нашей ёмкости делаем насечки, чтобы их зацепить.
Видео — Форма для шлакоблоков своими руками
Производство шлакоблоков при помощи разъемной формы
Формы имеют любые габариты. Стандартные размеры конструкции 90х190х188 мм, в частном строительстве могут применяться другие размеры, например, 40х20х20 см. В целях экономии материала лучше использовать формы с ячейками на 4-6 блоков и цилиндрами (квадратами) для создания полостей.
Металлическая самодельная форма (разъёмная) имеет следующий вид.
Рассмотрим поэтапный процесс изготовления шлакоблоков.
Шаг 1. Замешиваем раствор в бетономешалке.
Шаг 2. Засыпаем лопатой смесь в нашу форму. В этом случае смесь густая. Можно также использовать и жидковатый раствор.
Шаг 4. Если раствор сухой, то следует использовать специальную крышку, отверстия в которой будут перекрывать штыки в формочке. Это приспособление поможет утрамбовать наш шлакоблок. Для жидкого раствора такая крышка не применяется.
Шаг 5. Перемещаем наш блок на открытую площадку с целью дальнейшего хранения. Через 30-40 минут снимаем низ, боковые стороны и верхнюю крышку. Для лучшего извлечения шлакоблока подобьём сверху стены и продольную полоску с цилиндрами обычным молотком.
Включаем машину
Шаг 4. Если в форме недостаточно смеси, её требуется дополнить, вставить прижим и опять включить вибратор. О завершении формирования свидетельствует осадка прижима на ограничители.
Шаг 5 . Нашу виброформу опять следует включить на 6-10 с.
Шаг 6 . Закрываем сверху крышкой с отверстиями для цилиндров. И делаем ещё одну утрамбовку путём поднятия и опускания крышки 4-5 раз.
Шаг 7 . Затем, не выключая машину, форма снимается, — достаточно отвести машину к себе.
За смену при помощи вибромашины можно произвести до 500 шлакоблоков.
Шаг 8 . Сушим блоки 5-10 дней. Полное затвердевание полученных стройматериалов свершится по истечении месяца, при этом влажность должна быть высокой, а воздух тёплым.
Шаг 9. Через сутки блоки можно перенести в места хранения (они не будут сломлены), но размещать их совместно допускается только через неделю. А если вами всё-таки будет добавлен в раствор пластификатор, то через 6-8 часов их можно перемещать и складировать.
Разумеется, приобретать вибростанок для единичного производства не стоит, но утрамбовке при создании шлакоблоков следует уделять особое внимание (от этого процесса зависит качество изделия). В таком случаем можно использовать обычную шлифовальную вибромашину, на которую достаточно поместить нашу форму со смесью.
Видео — Производство шлакоблоков с использованием станка-вибратора
Особенности хранения шлакоблоков
Хранят полученные изделия в пирамидальных штабелях, сразу по сто штук.
При этом они укладываются с небольшими промежутками. Вам достаточно пару месяцев просушить материал, — тогда можете приступать к постройке бани, пристройки или сарая.
Какие существуют особенности производства шлакоблока?
При производстве шлакоблоков особое внимание следует уделить сушке. Так, например, какая-либо вмятина или неровность испортят строительный материал. Ещё одним требованием к качеству материала является геометрия. Большое количество неровностей и изъянов – предпосылка к увеличенным расходам на отделку возведенных стен. Поэтому, чтобы изделие получилось ровным, следует наполнять форму или виброформу до краёв. Не скупитесь насыпать раствор с горкой, ведь вибрация утрясёт вашу смесь.
Для лучшей пластичности при замесе раствора не забывайте засыпать пластификатор в расчёте 5 г на один блок. Это избавит изделие от возможных трещин, повысит прочность и морозостойкость. Для постройки небольшой бани замешивать раствор можно вручную, но ускорить процесс поможет бетономешалка. Вам достаточно купить или одолжить на время небольшой агрегат, ёмкостью 02-0,5 куб. м.
Видео — Самодельная бетономешалка
Перед приготовлением смеси за 5-6 часов до этого увлажняют шлак. Это позволит лучше связать крупинки цемента и фракции наполнителя. Следует заметить, если вы заполняете деревянные или металлические формы без возможности подведения виброутряски, смесь должна быть жидковатой.
Плюсы и минусы применения шлакоблоков
К достоинствам шлакоблока следует отнести:
- возможность изготовления на дачном участке или в частном доме;
- сушка материала может проходить как в автоклаве (промышленное производство), так и на открытом воздухе (при самостоятельном изготовлении);
- здание из шлакоблоков несёт минимальные потери тепла;
- материал недорогой;
- возведение постройки осуществляется быстро, учитывая большие размеры блоков;
- при замешивании раствора вы можете, меняя пропорции, придавать ему те или иные качества;
- вам подвластно произвести шлакоблок любых размеров.
- Самой высокой прочностью обладают блоки, выполненные с добавлением цемента. Следующее место занимают блоки из извести.
- Если мелкие гранулы заменить на часть просеянного песка, то прочность изделий несколько увеличится.
- Соединение цемента и извести (либо глины) в пропорции 3:1 позволит сэкономить, что абсолютно не отыграется на качестве.
- Перед тем как будете приступать к заливке раствора, формы следует очистить и протереть. Это исключит прилипание полученных блоков к днищу и стенам. Для такой протирки применяют солярку, отработанное масло или подобного рода средства.
- Густота раствора — прямой показатель скорости застывания. Чем он гуще, тем быстрее блок сможет застыть. Основные характеристики качества шлакоблоков зависят не только от технологии производства, но и от выбора раствора. Ниже приведены различные типы смесей, использование которых демонстрирует определённые характеристики, предъявляемые к материалу.
Видео — Шлакоблок. Инструкция для новичка
Похожие записи:
 Как наказать сотрудника за неисполнение служебных и дисциплинарных обязанностей?
Как наказать сотрудника за неисполнение служебных и дисциплинарных обязанностей?
 Что такое фрактал? Фракталы в природе. Геометрия в природе: ряд Фибоначчи, золотое сечение, фракталы Л. Карпентер: искусство, созданное природой
Что такое фрактал? Фракталы в природе. Геометрия в природе: ряд Фибоначчи, золотое сечение, фракталы Л. Карпентер: искусство, созданное природой
 «Меня не замечают мужчины»: гармонизация Венеры Эта книга вдохновляет
«Меня не замечают мужчины»: гармонизация Венеры Эта книга вдохновляет
 Бухгалтерам, юристам, руководителям ип, ооо
Бухгалтерам, юристам, руководителям ип, ооо
 Маринованные маслята в томатном соусе
Маринованные маслята в томатном соусе





