Kupite stroj za gradbene bloke. Stroji za proizvodnjo betonskih blokov in blokov iz ekspandirane gline.
Zidake je tako enostavno izdelati in so praktični, da so idealni za zasebnega razvijalca. Po ceni so precej dostopni za širok krog potrošnikov, in ko ste kupili majhen stroj za proizvodnjo žlebnih blokov, lahko preprosto sami vtisnete kosovne gradbene materiale. Po zaključku gradnje od uporaben stroj Ni se ga treba znebiti - gospodinjska opravila lahko prenesete na širši obseg in postanete lastnik majhnega, a donosnega podjetja.
Opis tehnologije
Izdelava železnih blokov sama je zelo enostavna in donosna, če imate vir poceni surovin (namreč agregat). Toda poleg vibrirajočega stroja boste potrebovali tudi mešalnik za beton, ki ga lahko za zmanjšanje stroškov najamete za majhen znesek ali kupite rabljen stroj. Brez tega je nezaželeno začeti izdelovati gradnike - nemogoče je ročno popolnoma mešati trdo mešanico v razsutem stanju, dokler ni homogena.
| Možnosti rešitve (deli) | Delovni nalog |
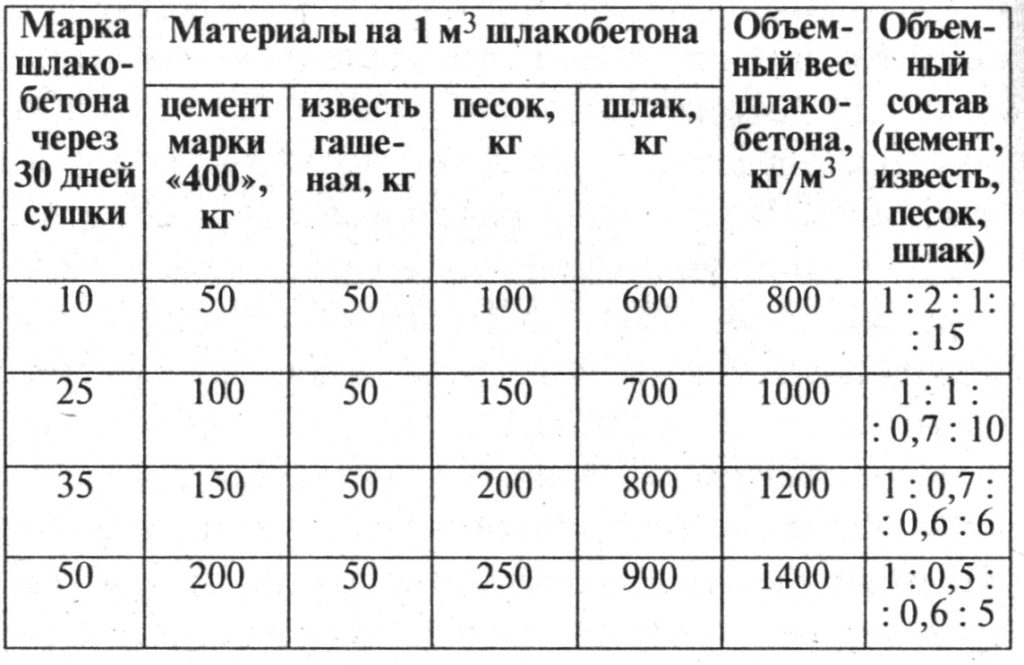
| Cement PC M400 – 1 Pesek - 3 Siva žlindra – 5 (za M300 povečajte porabo za 10%) | Pripravljeno trdo raztopino naložimo v predhodno namazane kalupe in za 5-10 sekund vključimo vibracijski mehanizem stroja, da se zmes umiri. Zaprite napolnjeno matrico s pokrovom in ponovno vklopite vibracijsko stiskalnico, pritiskajte na luknjač, dokler ne zadene zamaška. Izklopite vibriranje in ocenite zgoščenost zmesi. Po potrebi ponovite obdelavo z vibracijami. Izvlecite obrazec. Stisnjen obdelovanec položite na pladenj, da se posuši. Prostor, v katerem zorijo bloki, mora biti topel (od +20 ° C) in vlažen. Za pospešitev strjevanja lahko izdelke pošljete v parno komoro ali uporabite katero koli dostopen način TVO. Če pospeševalci strjevanja niso bili vneseni v raztopino, v normalnih pogojih žlebni blok pridobi zadostno trdnost po 1,5-4 dneh, standardno trdnost pa po 28. |
| Cement - 1 Siva žlindra – 9 |
|
| Cement - 1 Izpad – 4 Polnilo - 4 |
|
| Cement - 1 Pesek – 1,7 Drobljen kamen - 1,7 |
|
| Cement - 1 Pesek – 2.2 Osip – 1.7 |
|
| Cement - 1 Pesek – 2.4 |
|
| V vseh primerih voda zavzame 0,5% prostornine cementa. Po potrebi dodamo dodatke za plastificiranje. | |
Za izdelavo kubičnega metra trde malte boste potrebovali od 500 do 900 kg cementa. Polnilo je lahko ne le žlindra iz plavža (čeprav je bolje), temveč tudi ekspandirana glina, drobljen kamen, pepel, zlomljena opeka in žagovina. Tehnologija izdelave in sestava žlebnih blokov bo praktično enaka, ne glede na to, na katerem stroju delate. Razmerja se spreminjajo in jih "prilagajajo" razpoložljivim surovinam.

Pregled vibracijskih strojev
1. Priročnik.
Najpreprostejši ročni stroj MZ10, zasnovan samo za 1 izdelek, je nekoliko večji. Toda v eni uri lahko proizvede do 25 enot železnih blokov dimenzij 600x240x350 mm. Moč motorja je 170-200 W, stroj deluje na omrežno napajanje. Ročna stiskalnica za opeko tehta samo 20 kg in jo je mogoče priročno namestiti na delovno mizo v garaži ali preprosto na mizo.
- Cena novega stroja v standard 8000 rubljev.
- Univerzalni stroj z matricami za 3 vrste izdelkov – 9800 rub.
- Rabljena opcija - po dogovoru.
Stroj Kavkaz je zelo podoben "Developer's Dream" MZ10, vendar je zasnovan za manjše bloke - samo 320x160x188 mm. Stroj za izdelavo opeke tehta 14 kg in je opremljen s 150 W motorjem. Njegov strošek je minimalen - 5500 rubljev.
Nekateri obrtniki sestavljajo preproste vibracijske mehanizme za gradbene bloke z lastnimi rokami. Toda najpreprostejši stroji za ročno izdelana materiali zaradi nizke produktivnosti - prej hobi. Poskrbite zase zidarski material uporabljajo se lahko le v majhnih količinah.

2. Polmehanizirani stroji.
Takšne stiskalnice za izdelavo opeke nekoliko olajšajo domačo proizvodnjo, vendar zahtevajo precej prosti prostor. Dejstvo je, da polmehanizirana stiskalnica preprosto odstrani matrico iz končnega bloka žetonov z vzvodnim mehanizmom in ostane ležati na tleh. In enota se premakne rahlo naprej in za seboj pusti enakomerne vrste obdelovancev.
KShM-X se nahaja na precej velikem premičnem okvirju, vendar mu služi le ena oblika. KShM proizvede 20-30 enot votlih blokov na uro, pri čemer porabi le 200 W iz gospodinjskega omrežja. Teža enote je razmeroma majhna (36-38 kg), vendar se tudi ne čuti, saj je okvir opremljen z dvema kolesoma. Cena KShM je 13.000-14.800 rubljev.

Mars se praktično ne razlikuje od tega modela, le da so njegove matrice nameščene v parih hkrati. Posledično se produktivnost stroja podvoji. Cena KShM-Mars se giblje od 16-19,5 tisoč. Spremenjeni model z mehansko objemko Mars-M bo nekoliko dražji - približno 25 tisoč.

3. Vibracijski stroji s povečano močjo.
Ročne enote, ki so po principu delovanja podobne polmehaniziranim, odlikujejo večja produktivnost in močan električni pogon. Tudi v njihovi zasnovi je premični udarec (isti tlačni pokrov), ki ga ni več treba držati z roko. V to skupino spadata stroj za bloke Comanche-34 in njegova izboljšana kopija Dragon z industrijskim vibratorjem in ojačanimi okvirnimi elementi.
Dragon tehta veliko - 220 kg, zato je okvir opremljen s kolesi na štirih točkah hkrati. Seveda je bolje premikati tak stroj z lastnimi rokami. ravna tla nekje v hangarju. V enem ciklu stroj proizvede 4 bloke (vsaj 100 kosov/uro) ali 8 polblokov, deluje na omrežju 380 V. Cena Dragona je 60 tisoč. Comanche je nekoliko preprostejši in tehta manj, zato bo stal 40-47 tisoč.

Prijeten dodatek je prisotnost amortizerjev in lastna sila naprave, ki deluje na udarec. Za upravljavca stroja to pomeni nižje stroške dela in škodljivi učinki vibracije Za izdelek - dobro zbijanje zmesi v matrici in visokokakovosten blok žlindre na izhodu.
Stroj za izdelavo žlebov polmehanizirane izvedbe lahko kupite ne le za izdelavo stenskih elementov. S spreminjanjem oblik je enostavno vzpostaviti proizvodnjo tlakovci, obrnjena proti sestavljenim in enakomernim robom. Čas kuhanja blokov bo odvisen od značilnosti stiskalnega dela. Za običajno stiskalnico tipa KShM se delovni cikel giblje od minute do ene in pol. Zmogljive ojačane enote delujejo 2-3 krat hitreje.
4. Avtomatizirano.
To so stacionarni stroji, ki vam omogočajo izdelavo blokov z lastnimi rokami brez dodatni napor. Tukaj je na kratko tehnični opis ena od teh čudežnih enot QT40-3A vredna 400 tisoč rubljev:
- Število nameščenih matric je od 3 do 7.
- Produktivnost na uro - od 360 do 840 enot žlebov.
- Vibracijsko stiskanje traja 25 sekund.
- Moč motorja - 5,2 kW.
- Teža dokončane opreme je 800 kg.
Trdo raztopino vlijemo v lijak in iz nje skozi dozirnik dovajamo v matrični kalup, kar znatno pospeši in poenostavi proizvodni proces. Enota se upravlja preko konzole z vzvodom; polavtomatski način. Cenejša naprava SU-25 stane 330 tisoč in ima produktivnost 150-400 blokov na uro.
Uporaba strojev za izdelavo opeke, ki samostojno proizvajajo gradniki, je bolje, če je proizvodnja potrebna za pridobitev visokokakovostnih izdelkov s stabilnimi lastnostmi. Ker objemka ustvarja enako silo pri vsakem ciklu in je količina vhodne raztopine strogo odmerjena, napaka operaterja ne bo povzročila poslabšanja lastnosti blokov.
Za upravljanje stacionarnih strojev so potrebne 2-3 osebe. Pripravljeni bloki Med proizvodnim procesom ga bo treba nenehno valjati izpod stiskalnice in pošiljati v HME in sušenje. In v tem času mora operater nadaljevati z upravljanjem operacij naslednjega proizvodnega cikla.
Veseli bomo, če vam bodo materiali v tem članku pomagali narediti takšno napravo sami.
Strojni in žlebni bloki
Cena samega izdelka, pridobljenega s takim strojem, bo bolj pregledna, saj so cene cementa relativno fiksne in si jo lahko izračunate vnaprej. zahtevani znesek in seštejte stroške. Zdaj pa se lotimo dela in opravimo tehnično delo.
Izdelava stroja
- Najprej je treba opozoriti, da v skladu z GOST 86 z dne 08.10.2001 in vladno uredbo Ruska federacija z dne 13.08.97 št. 1013, potrdilo za izdelavo betonskih blokov z različnimi polnili z lastnimi rokami (doma) ni potrebno. Prav tako ni potreben za ustvarjanje in uporabo opreme za oblikovanje vibracij za njegovo proizvodnjo.

- matrični pladenj;
- Priprava palet;
- Priprava palet;
- Priprava palet;
- Okvirjanje matrice od spodaj z vogalom 25×25 mm;
- Okvirjanje matrice od spodaj z vogalom 25×25 mm;
- Palica za pritrjevanje praznin;
- Voidman;
- Prazen čep na vrhu;
- Prazen čep od spodaj.

- Zgoraj vidite risbe in fotografije, kako sami izdelati stroj za izdelavo železnih blokov, vendar bomo vseeno podali nekaj pojasnil. Motor je treba namestiti na ohišje, kjer prihaja do tresljajev palete zaradi neuravnoteženosti bremen. Cilindri za izdelavo blokov morajo imeti vsaj 2-3 mm stožca, da se kalup brez težav odstrani.
- Za izdelavo stroja za izdelavo železnih blokov potrebujemo železno pločevino debeline 2,5 mm. Najprej morate rezati pločevino z brusilnikom, kot je prikazano na risbi v točki 1, to je na mestih upogibov z 2 mm debelim diskom narediti reze, potem pri upogibanju ne bo razpok in sam ovinek bo jasen.
- Po tem morate ponovno preveriti vse vogale, tako da je bula natančna do milimetra in po upogibanju šiva ne variti takoj, ampak ga samo zagrabiti s točkami, da bo jasno, v kakšnem geometrijskem stanju je struktura. je. Če je vse v redu, potem tesno zvarite šive po celotni dolžini. Zdaj morate na dnu matrice zvariti vogal za amortizer in zvariti pladenj za raztopino.
- Po tem se naprava za izdelavo žlebnih blokov, oziroma njena matrica, opeče od spodaj in od zgoraj, hkrati pa se vogali privarijo za pritrditev vibratorja. Za stroj, zasnovan za en kalup, poljubno asinhroni motor od 120 W. Toda bolj priročno je uporabiti trifazni motor z močjo 180 W, ki ga povežete z enofaznim napajalnim vezjem, kar bo pojasnjeno spodaj.
nasvet. Za ustvarjanje praznin boste potrebovali katero koli kovinska cev.
Toda hkrati je treba njegov konec zožiti za 2-3 mm ali celo malo več, tako da dobi obliko stožca.
Če želite to narediti, ga segrejte z električnim ali plinskim varjenjem in ga potegnite s kladivom.
Povezava motorja
Shema 1 za priključitev trifaznega motorja skozi eno fazo (3 žice): a) - z začetnim uporom; b) in c) - z delovno posodo
- Pri priključitvi trifaznega motorja v enofazno omrežje lahko razvije največ 50% -70% svoje nazivne moči, ki je navedena na njegovi plošči, če pa dodate kondenzator, lahko dosežete povečanje moči s 70% na 85% (včasih celo več). Prednost trifaznega motorja je odsotnost posebne zagonske naprave, ki izklopi zagonsko navitje enofazni motor po njegovem pospešku.
Shema 2 za priključitev trifaznega motorja skozi eno fazo (6 žic): a) - z začetnim uporom; b) in c) - z delovno posodo
- Če se za instalacijo za proizvodnjo žlebov uporablja trifazni motor z nazivno močjo 220 V, vam bo ustrezal prvi priključni diagram, vendar diagram 2 prikazuje povezavo na eno fazo motorja s šestimi sponkami. , to je 127/220 V ali 220/380 V.
- V primerih, ko je omrežna napetost enaka drugi številki, to je UC = 220 V pri nazivni 127/220 V ali UC = 380 V pri nazivni 220/380 V, se uporabita shemi 1a in 1b. Če pa se omrežna napetost ujema s prvo številko nazivne vrednosti, se uporabi vezje 1v.
- Povprečna kapacitivnost Cp (uF) za katero koli vezje ima določeno vrednost glede na napetost enofazno omrežje Uc in nazivni tok Iph v fazi trifazni motor: Ср=kIф/Uc, kjer je k koeficient, odvisen od preklopnega vezja. Pri frekvenci 50 Hz (sprejeto v CIS) lahko za sheme 1b in 2b vzamemo k = 2800, za shemo 1c pa k = 4800; za diagram po sl. 2c - k=1600.
- Napetost kondenzatorja Uk bo odvisna od priključne sheme in omrežne napetosti. Za vezja 1b in 1c se lahko vzame približno enako omrežni napetosti, za vezje 2b pa - Uk=1,15Uc; za vezje 2c - Uk=2Uc.
nasvet. Ne smemo pozabiti, da kondenzatorji za dolgo časa zadržijo napetost in lahko ob dotiku udarijo osebo električni šok.
Zato jih je treba pri izvajanju vzdrževalnih del izprazniti z uporabo kratek stik.
Prav tako morajo biti takšni elementi pokriti z ohišjem in varno pritrjeni.
Namestitev za bloke pene

- Za razliko od zgoraj opisane naprave, naprave za proizvodnjo penastih blokov ni mogoče izdelati tako preprosto, ker zahteva generator pene in mešalnik pene za beton. V tem mešalniku najprej mešamo cement in pesek 2-3 minute, dokler ne dobimo homogene mase, šele nato dodamo peno iz generatorja pene in ponovno mešamo, dokler ne dobimo homogene mase. Dobljeno mešanico vlijemo v kalupe z vrtljivimi rezili. (glej tudi članek)
- Čas strjevanja izdelka je 24 ur, to je en dan pri temperaturi 15⁰C. Koliko stane stroj za izdelavo blokov iz pene, lahko ugotovite v kateri koli spletni trgovini in nato primerjate cene z najbližjim prodajnim mestom gradbene opreme ali električnih izdelkov. Najverjetneje bo zadnja možnost dražja.
Izdelava železnih blokov

- Za izdelavo železnih blokov boste potrebovali premogovo žlindro, grob pesek (če je mogoče, ekspandirano glino), gramoz s frakcijo od 2 do 15 mm, cementno vodo razreda M 500. Vse to boste morali zmešati v neki posodi v razmerju 7/2/2/1,5/1,5-3 enot.
nasvet. Za določitev pravilne količine vode v raztopini (ta je odvisna od vsebnosti vlage v sestavnih polnilih) je treba mešano raztopino stisniti v pest.
Če se ob tem drži skupaj kot snežna kepa, ko pade na tla, pa se drobi, potem so razmerja pravilna.

- Zaspiš polna oblika raztopine in vključite vibrator, da se zmes zgosti, nato dodajte še. To naredite večkrat, dokler objemka ne doseže omejevalnikov. Po tem vklopite vibrator še za približno 10 sekund in odstranite obrazec (oblik morate odstraniti, medtem ko vibrator deluje).

- Ladijsko sušenje blokov (stanje, v katerem jih je mogoče previdno prevažati ali premikati) traja od pet do sedem dni. Dokončno sušenje, ko je blok primeren za vgradnjo, je po enem mesecu, pri temperaturi najmanj 20⁰C.
nasvet. Da bi se izognili nastanku razpok in s tem povečali odpornost proti zmrzali in vodoodpornost, dodajte 5 g plastifikatorja v vsak blok.
Zaključek

Za izdelavo visokokakovostnih blokov je treba dosledno upoštevati zgornja navodila. (glej tudi članek) V tem primeru, če je mogoče, je bolje uporabiti plavžno žlindro, pesek pa je najbolj grob. Cement se lahko uporablja tudi razreda M 400, vendar je treba v tem primeru njegovo količino sorazmerno povečati za 1 enoto. Srečno izdelavo!
Nobenega dvoma ni, da je izdelava blokov z lastnimi rokami precej stroškovno učinkovita. Toda kako ste lahko prepričani o zanesljivosti varnostnih metod? najvišja kakovost, proizvajajo ogromne količine material? Poskusimo to ugotoviti!
Način proizvodnje
Pravzaprav obstaja veliko več naprav, ki se uporabljajo za proizvodnjo blokov za peko, kot pa je različnih različic njihove proizvodnje. V vsakem primeru se žlindrni beton meša izključno z mešalcem betona, vendar ne ročno. Tu je pomembno vse, od števila dodanih komponent in zaporedja njihovega dodajanja do mnogih drugih točk.

In da bi oblikovali železne bloke, npr plinski silikatni bloki http://stroitelnymir.ru/productionwall-materialsblocks.html, obstaja veliko strojev in stiskalnic, različne matrice. Metode so razdeljene na:
- Ročno, ki tvori maso tromboze v eni sami obliki.
- Delno mehanizirana, v kateri uporabljajo ročne stiskalnice z vzvodi.
- Avtomatizirane, pri katerih pride do vibracijskega krčenja ali hidravličnega stiskanja.


Seveda je iz tega jasno, da najbolj prava pot za proizvodnjo velikih serij železnih blokov - avtomatsko. Uporabite lahko tudi ročni stroj, vendar z njim lahko naredite dobesedno sto ali dve blokov.
Ko je blok žetonov oblikovan in strjen, se odstrani iz kalupov. Na tej stopnji je veliko napak, zato ne bi škodilo, če bi to dejanje tudi mehanizirali. Če želite to narediti, je najlažji in najbolj zanesljiv način za to uporaba dvižnega bloka kalupov in blažilnikov.

Mehanske naprave se lahko uporabljajo tudi za sušenje in shranjevanje izdelkov.
Ali naj kupim opremo ali naredim stroj za bloke z lastnimi rokami?
Povsem normalno in naravno je, ko želimo privarčevati. Toda obstaja oprema, ki je nemogoče narediti sami ali obratno.


na primer dobra naprava za mešanje betona je zelo drago. Biti mora zanesljiv in močan. Pri nakupu takšne opreme morate biti pozorni na mehanizem menjalnika, pa tudi na to, kako zanesljiv je električni preklop. Poleg tega je veliko odvisno od kapacitete bunkerja, večja kot je, lažje je ohraniti pravilno razmerje.

Glede stiskalnice za nabijanje ročno, potem morate to storiti sami. Oblika je izdelana iz navadnih desk, ki so povezane s simetričnimi utori. Če želite vtisniti praznine, morate na pokrov napolniti palice in bloke. Obrazec mora biti višji od samega bloka. Poleg tega je mogoče takšne kalupe izdelati v zelo velike količine, ker so kot nalašč za primarno sušenje. Toda takšnih stiskalnic ne morete uporabljati dolgo časa.

V trgovini je vredno naročiti ročno stiskalnico, saj je takšna oprema zelo široka.
Če še vedno sami izvajate tisk, bodite pozorni na dvojno nesnico. In če imate ključavničarja oz varilna dela, izdelava takega stroja z lastnimi rokami ni težka. Pomembno je zagotoviti cevi s stožčasto obliko, ki tvori praznine, kot tudi navpične prehode blokovnih oblik. Poleg tega lahko s pomočjo takšnega stroja stiskanje zamenjamo z vibracijskim motorjem, ki je togo pritrjen na kalup.


Za izvedbo vibracijskega krčenja morate narediti mizo z lastnimi rokami. Glavna stvar, ki jo potrebujete za to, je cev debeline 10-12 cm, 4 kolesne vzmeti, tri do štiri mm jeklene pločevine in le malo kotne.

Izdelava in polaganje betonskih blokov naredi sam
Najprej zmešaj razsute izdelke, nato postopoma dodajaj vodo in gneti, dokler zmes ne postane plastične konsistence, če jo stisneš, pa da se ne drobi. Vodo je seveda najbolje dodati z razpršilom, pri čemer naj bo mešanica polsuha.

Ko je mešanica pripravljena, jo lahko vlijete na cementna tla ali kovinsko podlago. Glavna stvar je, da je v bližini stroj. Z lopato zajemajte mešanico in izpolnjujte obrazce, a kar je najpomembneje, zelo previdno. Od časa do časa je treba z uporabo vibracijskega krčenja beton stisniti in iz njega iztisniti velike zračne mehurčke. Ko je oblika napolnjena do roba, jo temeljito stisnite.
Ko je oblikovanje končano, počakajte približno deset sekund in odstranite kalup ter ga pustite na kalupu, da se še suši. Če imajo kalupi blažilnike, je bolje, da vnaprej dvignete bloke in postavite izdelke neposredno na palete.

Popolno sušenje železnega bloka lahko traja do nekaj dni ali morda nekaj ur. Odvisno je od tega, kakšno sestavo ste izbrali in kako opremljeno je tehnično mesto. Ko je material pripravljen, ga je treba premakniti na mesto za shranjevanje (skladiščenje).
Video
IN splošni koncept inšpekcijska loputa pomeni vrsto lopute, namenjene skrivanju inženirske komunikacije, kot so vodovodne ali električne ...
Blok žganja je izdelan iz raztopine cementa in polnila s stiskanjem, vibracijskim stiskanjem, oblikovanjem ali naravnim krčenjem. V večini primerov se te metode kombinirajo.
Uporabljajo se kot polnilo za izdelavo žlebnih blokov različne materiale, kot so žlindra, granotsev, drobljen kamen, pesek, ekspandirana glina, različne vrste steklo, beton in opeka.
Ta je narejen gradbeni material v obliki paralelepipeda z ali brez votlin v sredini. Obstaja več vrst žlebnih blokov, med katerimi so:
- po polnjenju - polnega okusa ali z votlinami;
- Avtor: videz— bloki in polbloki;
- glede na kraj uporabe - obraz ali navaden;
- po vrsti površine - polirana, valovita, raztrgana, zdrobljena, gladka;
- po obremenitvi - notranji ali nosilni;
- po uporabi - dekorativni in navadni;
- po barvi - barvno in sivo (redno);
- z ali brez montažnih utorov.
Odvisno od vrste izdelka se razlikujejo standardi za izdelavo žlebnih blokov, med katerimi izstopajo naslednji glavni:
- Masivni zidni (nosilni) bloki imajo naslednje dimenzije: širina - 18 cm, višina - 18,8 cm in dolžina 39 cm.
- Zidni polbloki imajo naslednje dimenzije: širina - 12 cm, višina - 18,8 cm in dolžina 39 cm, lahko tudi širine 9 cm, višine 18,8 cm in dolžine 39 cm.
- Pregradni (notranji) bloki imajo naslednje dimenzije: širina - 12 cm, višina - 18,8 cm in dolžina 39 cm.
Žlebovi bloki so izdelani tako industrijsko kot doma. Hkrati so zahvaljujoč posebej uporabljeni tehnologiji nasičenja izdelka z vlago industrijski bloki za peko skoraj dvakrat bolj kakovostni in vzdržljivi kot tisti, izdelani doma.
Po analizi lahko ta gradbeni material, tudi če je proizveden doma, zdrži do trideset let.
Glede na način izdelave in materiale, uporabljene kot polnilo, lahko ločimo naslednje značilnosti tega gradbenega materiala:
- teža enega trdnega bloka je od 25 do 28 kg, votlega od 18 do 23 kg in pol bloka od 10 do 13 kg;
- koeficient votlosti ne sme presegati 0,3;
- koeficient toplotne prevodnosti žlebnega bloka je eden najnižjih med gradbenimi materiali, medtem ko je odvisen od vrste polnila in se giblje od 0,27 do 0,65 W na kvadratni meter;
- gostota, odvisno od vrste polnila, se giblje od 750 do 1455 kg na kubični meter;
- oznaka odpornosti na udarce sega od M-35 do M-150;
- Življenjska doba, odvisno od podnebja in načina izdelave, se giblje od 30 do 100 let.
Postopek izdelave železnih blokov
Na splošno je postopek izdelave žganih blokov sestavljen iz naslednjih tehnoloških korakov:
- Priprava raztopine z mešanjem cementa, polnila in vode po dani recepturi.
- Polnjenje matrice izdelka ob krčenju materiala z uporabo vibracij ali polnjenja kalupa.
- Ekstrakcija polizdelka iz matrice.
- Dodatna obdelava, polizdelek za nasičenje z vlago.
- Utrjevanje polizdelka.
Izdelava stroja za proizvodnjo železnih blokov
Potrebujete stroj za izdelavo železnih blokov? Naredi si ga sam. Ta članek vam bo pomagal pri izdelavi stroja z matriko za 2 bloka žetonov z dimenzijami 390x190x190.
Najprej si oglejmo načelo delovanja predlaganega stroja. Stroj mora biti postavljen na ravni ravni vodoravna površina. Nato z vzvodom spustite okvir z oblikovalci praznin na tla.
Objemka se bo dvignila in mešanica se bo vlila. Po polnjenju matrice z mešanico se objemka spusti. Višino bodočih blokov žlindre se nastavi s pritiskom. Nato s stiskanjem mešanice jo je treba stisniti. Če želite to narediti, lahko uporabite vibrirajoči elektromotor ali ga stisnete ročno. Po končanem zbijanju se matrica dvigne in stroj se odkotali. V ta namen ima stroj kolesa. In tako naprej za proizvodnjo vsakega para žlebnih blokov.
Po preučitvi načela delovanja morate razumeti zasnovo tega domači stroj. Za vsak del bo priložena risba.
- Začnimo z ogledom matrike. Kot smo že omenili, ima matrika dva bloka.
- Sestavljen je iz predpasnika, škatle, oblikovalcev praznin in vodil na levi strani ter desna stran.
- Oblikovalci praznin so izdelani iz cevi. Vsak od njih ima vrezan utor, skozi katerega poteka povezovalna kovinska plošča. Za podrobnejši pogled je spodaj risba tega dela.
- Naslednji kos, ki si ga bomo ogledali, bo backsplash. Strojni predpasnik je sestavljen iz 4 elementov.
- To so zgornji robovi naše matrice. Izdelani so iz pločevine debeline 3 mm. Priložena je tudi risba.
- Na risbi so 3 elementi, vendar je zgornji med izdelavo podvojen. Ker je nameščen na dveh nasprotnih straneh.
- Matrična škatla je sestavljena iz dveh parnih delov, ki tvorita stene. Elementi škatle so navadni kosi pločevine. Risba je predstavljena spodaj.
- In zadnji elementi matrice so vodila. Izdelane so iz profilnih cevi in navadnih cevi premera 60 mm.
- Vodniku iz profilna cev privarjeno je majhno očesce. Je povezovalni del med vzvodom in matrico.
- Za boljše razumevanje, kje in kaj je pritrjeno, si lahko spodaj ogledate risbo matrice.
- Obravnava matrice se tukaj konča, zdaj pa je vredno govoriti malo o strukturi drugega elementa stroja, ki je odgovoren za tvorbo blokov žlindre - stiskalnice.
- Stiskalnica je sestavljena iz več delov. Ima dva ročaja, vsak iz profilne cevi. Dve steni z utori iz pločevine debeline 3 mm. In štiri tlačne ravnine. Te elemente je mogoče podrobno pregledati na ustrezni risbi.
- Preidimo na naslednji glavni strukturni element - okvir. Navzven okvir izgleda takole.
Sestavljen je iz dveh spodnjih podstavkov, dveh vodil, prečk, ki krepijo trdnost konstrukcije, in medosne razdalje. Zasnova predvideva prisotnost cevi, glede na katero se bo ročica vrtela.
Ta model ima 4 kolesa brez zavornih naprav. Za praktičnost lahko odstranite 2 kolesi ali namestite zavoro in stroj bo bolj odporen na nenamerne premike. Spodaj je risba okvirja.
Zadnji element, ki ga je treba upoštevati, je vzvod. Dvigne matrico glede na tla. Sestavljen je iz naslednjih elementov:
- Navadna cev s premerom 21 mm.
- Dva kvadratne cevi z luknjami.
- Ušesa.
- Dva potega.
Ločeno je vredno razmisliti o vleki.
Ti elementi držijo vzvod in matrico skupaj. Izdelan je iz majhne štirikotne cevi, na koncih katere so privarjene okrogle matrice. Matrice z luknjo 10 mm lahko izdelate iz matice tako, da najprej zbrusite navoje. Priložena je risba vzvoda.
Video: vibracijski stroj za dva železna bloka - 1. del.
Video: drugi del.
Cinder block je eden najbolj priljubljenih materialov za gradnjo sten enonadstropnih stavb. Odlikuje ga nizka cena in možnost samostojne izdelave doma.
Žlebni blok - zidni kamen
Ta gradbeni material je namenjen nizka gradnja. Obstaja mnenje, da če v mešanico vključite "visoki" cement, potem lahko iz domačih blokov naredite trdno podlago za kopalnico ali hišo. Vendar temeljni bloki mora prenesti ogromne obremenitve, zato je treba bloke kupiti v tovarni in ne izdelati neodvisno.
Peški bloki so:
- votel;
- polnega telesa.
Zaradi zadostnih trdnostnih lastnosti se za oblaganje in gradnjo uporabljajo masivni bloki. nosilne stene, kot tudi predelne stene. Hkrati imajo votli izdelki dobro toplotno in zvočno izolacijo. Zaradi praznin so surovine bistveno prihranjene, kar pomeni, da so stroški proizvodnje veliko nižji.
Kot dodatna izolacija pri gradnji okvirjev se uporabljajo tudi bloki pepelov.
Kako zmešati raztopino za izdelavo bloka pepelov?
Ime gradbenega materiala "cinder block" govori samo zase. To pomeni, da bo glavna sestavina raztopine žlindra, pridobljena v Plavž, ki jih je treba presejati skozi posebno sito (sito).
Potrebovali bomo:
- 7 delov glavnega polnila (žlindra bo služila kot to);
- 2 deleža gramoza s frakcijami 5-15 mm;
- en in pol delov cementa (najbolje je vzeti razred M 400, 500);
- približno 3 dele vode.
Poleg žlindre lahko kot glavni element delujejo tudi druge komponente: glina, ekspandirana glina, pesek, gramoz, drobljen kamen, sadra in mnogi drugi. Upoštevati je treba, da če kot polnilo izberete plavžno žlindro, drugih dodatkov ne smete uporabljati. Če želite dobiti obarvan blok za peko, lahko v raztopino dodate kredo ali rdeče opeke, zdrobljene v drobne drobtine (treba jih je zdrobiti).
Poleg tega med proizvodnjo blokov za peko pazite, da se raztopina ne razširi.
| Ime komponente | Količina komponente | Gostota, kg/m3 | Absorpcija vode, % | Mrz, cikli ne manj | Tlačna trdnost, kg/cm2 |
|---|---|---|---|---|---|
| Cement, kg Pesek, kg (m3) Drobljen kamen, kg (m3) Voda, l (odvisno od vsebnosti vlage v komponentah) | 500 900 (0,52) 900 (0,52) 100...200 | 2350 | 4 | 200 | 410 |
| Cement, kg Sejanje, kg (m3) Pesek, kg (m3) Voda, l | 500 920 (0,54) 1150 (0,7) 100...200 | 2160 | 4,5 | 200 | 400 |
| Cement, kg Pesek, kg (m3) Voda, l | 600 1550 (0,9) 100...190 | 2200 | 5,3 | 200 | 436 |
Namig za pridobivanje trpežnih blokov: raztopini morate dodati plastifikator (lahko ga kupite na kateri koli trgovina s strojno opremo). Potem boste prejeli ne le trpežne, ampak tudi proti zmrzali in vodoodporne bloke.
Ker dobiš pripravljen izdelek težko ga bo odstraniti iz kalupa; zasnova posode mora biti zložljiva. Za učinkovitost proizvodnje izdelajte opaž za proizvodnjo 4-6 blokov žetonov.
Za izdelavo kalupa za ustvarjanje železnih blokov boste potrebovali:
- železne pločevine debeline 3 mm;
- 5 mm železni trakovi (več kosov);
- valji s premerom 4 cm;
- varilnik;
- bolgarščina;
- kreda za označevanje.
Faze izdelave enega samega razcepljenega kovinskega kalupa
Korak 1. List označimo glede na velikost blokov: potrebovali bomo dve vzdolžni stranici in dve prečni. Naše plošče smo izrezali z mlinom.
Širina vzdolžne plošče je 210 mm, dolžina 450 mm, prečna plošča 210 x 220 mm.
2. korak Na dno kalupa za žgane bloke je treba privariti krila višine 3,5 cm, da se kalup ne premika, in ročaj za hitro sprostitev vlite raztopine iz kalupa.
3. korak Vzdolž obrisa prečne in vzdolžne stene so narejene zareze za pritrditev kalupa na vzdolžno nameščene stene.
4. korak. Sestavimo obrazec.
5. korak. Za ustvarjanje praznin v bloku žlebov izdelamo viseče cilindre. Privariti jih je treba na ploščo debeline 3-4 mm, ki naj bi prodirala v valje bližje vrhu. Na končnih stenah naše posode naredimo zareze, da jih pritrdimo.
Video - Naredi sam kalup za železne bloke
Izdelava železnih blokov z uporabo cepljivega kalupa
Obrazci imajo poljubne dimenzije. Standardne velikosti konstrukcije so 90x190x188 mm; v zasebni gradnji se lahko uporabljajo druge velikosti, na primer 40x20x20 cm, da bi prihranili material, je bolje uporabiti oblike s celicami 4-6 blokov in valjev (kvadratov).
Kovina doma narejena uniforma(snemljiv) ima naslednjo obliko.
Razmislimo korak za korakom proizvodnja železnih blokov.
Korak 1. Raztopino zmešajte v betonskem mešalniku.
2. korak Mešanico z lopatko vlijemo v naš kalup. V tem primeru je zmes gosta. Uporabite lahko tudi tekočo raztopino.
4. korakČe je raztopina suha, potem uporabite poseben pokrov, katerega luknje bodo blokirale bajonete v kalupu. Ta naprava bo pomagala zbiti naš blok za peko. Ta vrsta pokrova se ne uporablja za tekoče raztopine.
5. korak Našo enoto premaknemo na odprt prostor za nadaljnje skladiščenje. Po 30-40 minutah odstranite dno, straneh in zgornji pokrov. Za boljše odstranjevanje žlebnega bloka z navadnim kladivom udarimo po vrhu stene in vzdolžni trak z valji.
Prižgi avto
4. korakČe v obliki ni dovolj mešanice, jo je treba dopolniti, vstaviti objemko in ponovno vključiti vibrator. Dokončanje tvorbe je označeno s posedanjem spone na omejevalnikih.
korak 5 . Naša vibracijska oblika mora biti ponovno vklopljena za 6-10 s.
korak 6 . Zaprite vrh s pokrovom z luknjami za valje. In naredimo še eno stiskanje, tako da 4-5 krat dvignemo in spustimo pokrov.
korak 7 . Nato, ne da bi izklopili stroj, se uniforma odstrani - samo odnesite stroj k sebi.
Z uporabo vibrirajočega stroja lahko proizvedete do 500 blokov žetonov na izmeno.
korak 8 . Bloke sušimo 5-10 dni. Popolno strjevanje nastalih gradbenih materialov bo potekalo po enem mesecu, medtem ko mora biti vlažnost visoka in zrak topel.
korak 9. Po enem dnevu lahko bloke premaknete na mesta za shranjevanje (ne bodo razbiti), vendar jih lahko postavite skupaj šele po enem tednu. In če raztopini dodate plastifikator, jih lahko po 6-8 urah premaknete in shranite.
Seveda ne bi smeli kupiti vibrirajočega stroja za eno samo proizvodnjo, vendar morate biti pozorni na zbijanje pri izdelavi blokov za peko. Posebna pozornost(od tega postopka je odvisna kakovost izdelka). V tem primeru lahko uporabite običajen vibracijski mlin, na katerega morate samo postaviti naš kalup z mešanico.
Video - Izdelava železnih blokov z vibratorjem
Značilnosti shranjevanja žlebnih blokov
Nastali izdelki so shranjeni v piramidastih skladih, po sto kosov naenkrat.
Hkrati so zloženi v majhnih intervalih. Vse kar morate storiti je, da sušite material nekaj mesecev, nato pa lahko začnete graditi kopalnico, prizidek ali lopo.
Kakšne so značilnosti proizvodnje blokov za peko?
Pri izdelavi železnih blokov je treba posebno pozornost nameniti sušenju. Na primer, vsaka udrtina ali neravnina bo uničila gradbeni material. Druga zahteva za kakovost materiala je geometrija. Veliko število nepravilnosti in napake so predpogoj za povečane stroške za dokončanje zgrajenih sten. Zato, da bi bil izdelek gladek, napolnite kalup ali vibrirajoči kalup do roba. Ne skoparite z vlivanjem raztopine v kupčke, saj bo tresenje streslo vašo mešanico.
Za boljšo plastičnost pri mešanju raztopine ne pozabite dodati plastifikatorja s hitrostjo 5 g na blok. S tem boste izdelek rešili pred možne razpoke, bo povečala trdnost in odpornost proti zmrzali. Za gradnjo majhna kopalnica Raztopino lahko mešate ročno, vendar bo betonski mešalnik pomagal pospešiti postopek. Kupiti ali izposoditi morate le majhno enoto s prostornino 02-0,5 kubičnih metrov. m.
Video - Domači betonski mešalnik
Pred pripravo mešanice se žlindra navlaži 5-6 ur prej. To bo omogočilo boljšo vezavo cementnih zrn in frakcij polnila. Upoštevajte, da če polnite lesene oz kovinski kalupi Brez možnosti vibriranja mora biti zmes tekoča.
Prednosti in slabosti uporabe železnih blokov
Prednosti žlebnega bloka vključujejo:
- možnost izdelave pri poletna koča ali v zasebnem domu;
- sušenje materiala lahko poteka v avtoklavu ( industrijske proizvodnje), in naprej na prostem(za lastno izdelavo);
- stavba iz blokov ima minimalne toplotne izgube;
- material je poceni;
- gradnja objekta poteka hitro, ob upoštevanju velike velikosti bloki;
- pri mešanju raztopine ji lahko s spreminjanjem razmerij daste določene lastnosti;
- Izdelate lahko bloke poljubne velikosti.
- večina visoka moč imajo bloke izdelane z dodatkom cementa. Naslednje mesto zasedajo apneni bloki.
- Če majhne granule nadomestimo z delom presejanega peska, se bo moč izdelkov nekoliko povečala.
- Kombinacija cementa in apna (ali gline) v razmerju 3:1 vam bo omogočila prihranek denarja, kar pa ne bo vplivalo na kakovost.
- Preden začnete vlivati raztopino, je treba kalupe očistiti in obrisati. To bo preprečilo, da bi se nastali bloki prijeli na dno in stene. Za takšno brisanje se uporablja dizelsko gorivo, rabljeno olje ali podobni izdelki.
- Gostota raztopine je neposreden pokazatelj hitrosti strjevanja. Bolj debela je, hitrejši blok bo lahko zmrznil. Glavne kakovostne značilnosti žlebnih blokov niso odvisne le od proizvodne tehnologije, temveč tudi od izbire rešitve. Spodaj so Različne vrste zmesi, katerih uporaba dokazuje določene lastnosti, zahtevane od materiala.
Video - blok za peko. Navodila za začetnika
Sorodne objave:
 Kako kaznovati zaposlenega zaradi neizpolnjevanja uradnih in disciplinskih dolžnosti?
Kako kaznovati zaposlenega zaradi neizpolnjevanja uradnih in disciplinskih dolžnosti?
 Kaj je fraktal? Fraktali v naravi. Geometrija v naravi: Fibonaccijeva vrsta, zlati rez, fraktali L. Carpenter: umetnost, ki jo je ustvarila narava
Kaj je fraktal? Fraktali v naravi. Geometrija v naravi: Fibonaccijeva vrsta, zlati rez, fraktali L. Carpenter: umetnost, ki jo je ustvarila narava
 »Moški me ne opazijo«: harmonizacija Venere Ta knjiga je navdihujoča
»Moški me ne opazijo«: harmonizacija Venere Ta knjiga je navdihujoča
 Računovodje, odvetniki, vodje samostojnih podjetnikov, LLC
Računovodje, odvetniki, vodje samostojnih podjetnikov, LLC
 Marinirani jurčki v paradižnikovi omaki
Marinirani jurčki v paradižnikovi omaki





